





Practical Sharing: Application of Oven in Vacuum Chamber Leak Detection
Date:2023-06-06 Views:1930
Abstract: Vacuum leak detection is a crucial step in the production of vacuum chambers and their accessories. Sometimes, it takes a long time for leak detection, which affects the efficiency of leak detection and the timeliness of delivery. Based on the production experience in recent years, reducing the moisture in the vacuum chamber plays a significant role in shortening the vacuum leak detection time and improving efficiency. The following will elaborate on several aspects, including the components and leak detection principle of the vacuum helium leak detector, the influence of moisture on the evacuation of the vacuum chamber, and the use of an oven to remove the moisture in the chamber to improve the evacuation efficiency and thus enhance the efficiency of vacuum leak detection.
Keywords: Vacuum Chamber; Moisture; Helium Leak Detector; Oven; Saturated Vapor Pressure.
The vacuum chamber is the main part of the vacuum system. The sealing performance of the vacuum chamber directly determines the quality of the vacuum system. Therefore, the sealing performance of the vacuum chamber is regarded as the most critical performance. This requires that vacuum leak detection is the most important step for the vacuum chamber. The efficiency of leak detection for the vacuum chamber directly affects the manufacturing efficiency of the vacuum chamber. How to improve the evacuation efficiency of the vacuum chamber is a problem that front-line inspectors and engineers need to solve. Through years of production practice and theoretical research, we have found that reducing the presence of moisture on the inner surface and in the internal space of the vacuum chamber and improving the dryness of the vacuum chamber can greatly enhance the evacuation efficiency during the leak detection of the vacuum chamber, significantly reduce the evacuation time of the vacuum chamber, improve the production efficiency of the vacuum chamber, extend the service life of the helium leak detector, save production costs, and increase the production profit of the company.
Based on years of practice, this article elaborates on the working principle and key components of the helium leak detector, the influence of moisture on the evacuation of the vacuum chamber, and the application of the oven in removing the moisture in the vacuum chamber to improve the evacuation efficiency.
I. Key Components and Leak Detection Principle of the Helium Mass Spectrometer Leak Detector
During the operation of the helium leak detector, it first evacuates the test object to create a pressure difference, allowing external helium to enter the leak detector through the leak hole. The leak detector uses the built-in helium mass spectrometer to measure the partial pressure of helium in the gas entering the leak detector and converts the measurement result into a leak rate display. The unit of the displayed value is generally the leak rate. The helium mass spectrometer for leak detection can find the location of the leak point and determine the leak rate (the flow rate of helium through the leak hole). Therefore, the helium leak detector is a helium flow meter. Below, we will introduce the leak detection system of the vacuum chamber, as shown in Figure 1.

1. Test Object (Vacuum Chamber or Vacuum System)
2. Leak Detector
3. Gas Cylinder
4. Vacuum Pump
5. Tracer Gas Spray Gun
The leak detection method generally adopted by our company is local leak detection, and the general process is as follows:
1. Connect the vacuum pump, the leak detector, and the vacuum chamber according to Figure 1.
2. Prepare a gas cylinder filled with helium and a local helium spray gun.
3. Evacuate the vacuum chamber or the vacuum system to make the working pressure of the vacuum chamber or the vacuum system reach the working pressure of the leak detector.
4. Start the helium leak detector and spray helium to the places where the vacuum chamber or the vacuum system is suspected to be leaking.
5. The helium gas leaking into the vacuum chamber or the vacuum system is pumped out by the vacuum pump and converted into an electrical signal display by the leak detector. In this way, the leak point with a very small leak rate can be found and its leak rate can be determined.
The above is the general process of helium leak detection. If there is a large amount of moisture on the inner surface and in the internal space of the chamber, it will affect Step 3 of the leak detection process, that is, evacuating the vacuum chamber or the vacuum system. Due to the presence of moisture, it is difficult to pump the vacuum degree of the vacuum chamber or the vacuum system to the working pressure required for our leak detection, or it takes a long working time to reach the working pressure for the helium leak detector. Generally, the working pressure for leak detection should be less than 10pa. The oven mainly improves the evacuation efficiency in vacuum leak detection and reduces the release of water vapor, thus shortening the evacuation time for the vacuum leak detection of the vacuum chamber and improving the efficiency of vacuum leak detection for the vacuum chamber or the vacuum system. Below, we will explain how water vapor affects the evacuation.
II. The Influence of Moisture on the Evacuation during the Leak Detection of the Vacuum Chamber
The influence of moisture on the leak detection of the vacuum chamber mainly lies in that water exists in different states under different pressures. That is, water exists in a gaseous state when the pressure is very low. The critical point of this pressure is the saturated vapor pressure of water. Below, we will have an understanding of the saturated vapor pressure of water. The saturated vapor pressure of water is the pressure of the vapor that is in relative equilibrium with the liquid under certain temperature in a closed condition, which is called the saturated vapor pressure. Water has different vapor pressures at different temperatures and the vapor pressure increases with the rise of temperature.
The saturated vapor pressure of water in a closed container at room temperature can be calculated according to the following equation (1).
Equation (1): LgP = A - B/(T + C)
The meanings of each letter in the equation are as follows: A, B, and C are Antonine constants,
T is the temperature when calculating the saturated vapor pressure,
P is the saturated vapor pressure.
Suppose the temperature for our vacuum leak detection is at room temperature, and we take the room temperature as 25 degrees Celsius. Let's calculate the saturated vapor pressure of the water inside the vacuum chamber.
According to the table, we can find the Antonine constants of water at 25 degrees Celsius.
A = 8.10765,
B = 1750.286,
C = 235.000.
Take the room temperature T = 25.
Substitute into the formula, and we can get that in a closed vacuum chamber, the saturated vapor pressure of water at 25 degrees Celsius is 23.755 mm of mercury column, which is converted to the unit of Pa as 3165Pa. So, the saturated vapor pressure of water at 25 degrees Celsius in a closed vacuum chamber or vacuum system is 3165pa. Knowing that the saturated vapor pressure of water in the vacuum chamber is 3165pa, and the trend of the water vapor pressure when the chamber is just closed, the pressure inside the chamber is still the same as the external pressure, which is one atmosphere. With the start of the vacuum pump and the decrease of the internal pressure, water still exists in a liquid state. When the atmospheric pressure inside the vacuum chamber is less than or equal to the saturated vapor pressure of water, which is 3165pa, water begins to transform into water vapor to maintain the saturated vapor pressure inside the vacuum chamber. So, there will be a continuous conversion of water into water vapor. Below is the pressure rise curve of the water inside the closed vacuum chamber, as shown in Figure 2.
Without considering the leakage of the chamber, the surface water vapor pressure rise curve is b. The pressure of the horizontal section of curve b is the saturated vapor pressure of water vapor. When the pressure of water vapor inside the chamber is lower than the saturated vapor pressure, water will continue to evaporate into water vapor. At a certain temperature, assume the room temperature is 25 degrees Celsius. During the evacuation process, after the pressure inside the chamber is less than the saturated vapor pressure of water, which is 3165pa, water keeps evaporating. At this time, what we pump out during the evacuation is all water vapor. So, after the vacuum pump works for a long time, we find that the pressure drop in the vacuum chamber is not obvious, or it drops relatively slowly. The pressure drop will have an obvious change until most of the water vapor is pumped out. Therefore, in the rainy weather in the south, during the evacuation process, it is difficult to reach the working pressure of the helium leak detector. This is because in a container with a pressure lower than the saturated vapor pressure of water, water keeps releasing steam, and it is difficult for the vacuum degree to decrease.
Figure 2

Pressure Rise Curve of the Chamber
III. The Application of the Oven in the Leak Detection of the Vacuum Chamber
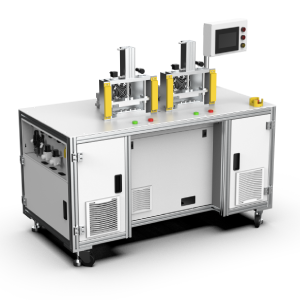
Through understanding the influence of moisture on the leak detection of the vacuum chamber and how moisture affects the evacuation, in order to improve the evacuation efficiency and reduce the evacuation time, we use an oven to remove the moisture in practice. Below, we will introduce the working principle of the oven and our actual operation process.
The oven used by our company is a hot air circulation drying oven, and its main components are:
1. The oven chamber. The outer layer of the oven chamber is made of A3 cold-pressed carbon steel plate, the inner shell is made of 304 stainless steel, and the interlayer is filled with aluminum silicate fiber to form a reliable insulation layer.
2. Heating tubes, which are installed in the air duct at the bottom.
3. PID dual digital display intelligent temperature control system.
The oven uses heating tubes to heat the air, and bakes the objects inside the chamber through the circulation of the air duct. The temperature is adjustable to dry the objects.
Below, we will introduce the process of drying the chamber with the oven.
(1) Put the cleaned vacuum chamber into the oven and close the oven door.
(2) Turn on the main power switch beside the oven.
(3) Turn on the power of the heating tubes and the power of the blower fan, adjust the temperature control to 100 degrees Celsius, and keep heating for 1 hour.
(4) Turn off the power of the heating tubes and the power of the blower fan, open the oven door, and cool the vacuum chamber.
(5) Transfer the baked vacuum chamber to the vacuum leak detection workshop and assemble the leak detection system according to Figure 1.
Through the above working process, the moisture in the vacuum chamber has been completely evaporated, and the problem of water outgassing has been solved, which can greatly improve the evacuation efficiency. According to the pressure rise curve of the vacuum chamber (Figure 2), we can know the pressure rise after removing the moisture. The evacuation curve is roughly as follows in Figure 2. Depending on the power of the vacuum pump, the pressure drop curve of the vacuum chamber with moisture may be different. For different vacuum pumps with different powers, the pressure drop curves of the vacuum chamber during evacuation may be different.
Curve a represents the pressure drop curve inside the vacuum chamber during evacuation after removing the moisture from the vacuum chamber, as shown in Curve a of Figure 2.
Curve b represents the pressure drop curve inside the vacuum chamber during evacuation of the vacuum chamber without removing the moisture, as shown in Curve b of Figure 2.
It can be seen that after removing the moisture from the vacuum chamber with the oven, the vacuum leak detection can greatly improve the evacuation efficiency.
Figure 3

Pressure Drop Diagram during Evacuation inside the Vacuum Chamber
Conclusion:
Through years of engineering practice, using the chamber dried by the oven can greatly improve the evacuation efficiency and the detection rate of vacuum leakage, save production costs, and extend the service life of the leak detector. The role of the oven in vacuum leak detection can be extended to the leak detection of other vacuum components, especially in the areas with heavy humidity in southern China.
References:
(1) Wang Zhenglie. Physical Chemistry (4th Edition). Beijing: Higher Education Press. 2001 (2) Da Dao'an. Vacuum Design Handbook (3rd Edition). Beijing: National Defense Industry Press.
Guo Weiqiang (Xinlai Clean Application Materials Co., Ltd., Kunshan, Jiangsu 215331)
 Public Security Network Security Record in Anhui Province No. 34010302001915
Public Security Network Security Record in Anhui Province No. 34010302001915